 4000-839-566 工作日:8:30- 18:00
4000-839-566 工作日:8:30- 18:00


 全部产品分类
全部产品分类








首页 > 新闻资讯
高纯金属蒸镀丝材:核心制备工艺之金属丝拉拔法全解析
2026-02-25

在半导体芯片、光学元器件、LED显示等高端制造领域,PVD(物理气相沉积)镀膜技术是实现精密薄膜制备的关键,而高纯金属蒸镀丝材作为镀膜核心耗材,其纯度、尺寸精度和表面质量直接决定了薄膜的性能与器件良率。金属丝拉拔法作为该类丝材的主流制备工艺,凭借高效、精准的优势成为行业首选,本文将带您走进这一关键技术的科普世界。
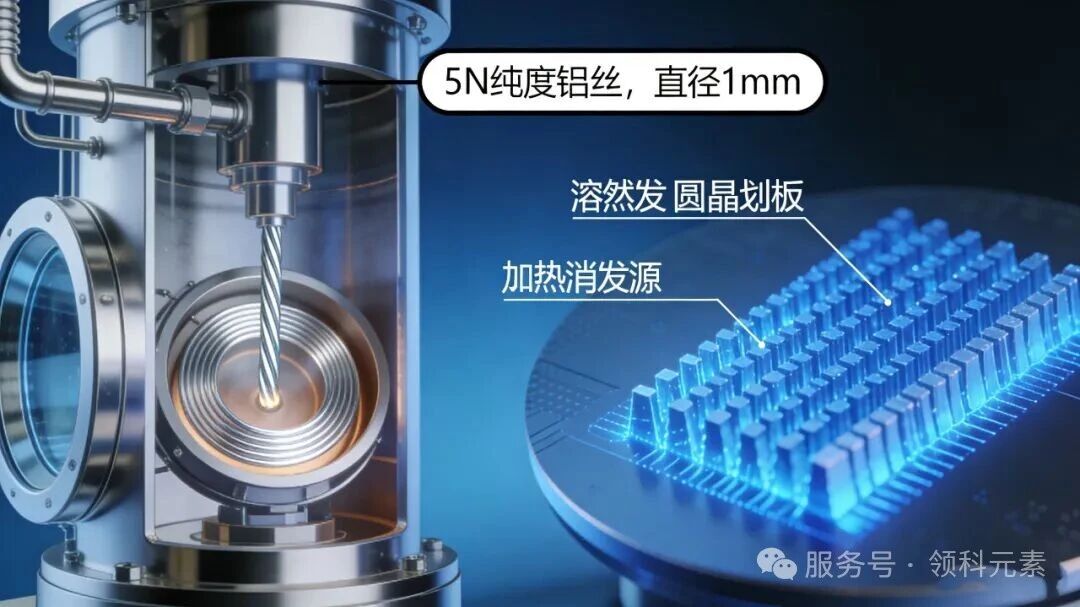
PART 01 什么是高纯金属蒸镀丝材? 高纯金属蒸镀丝材是指纯度不低于99.99%(4N),甚至达到99.999%(5N)以上的金属丝状材料,常见材质包括铝、钨、钼、钛、铬、银等。在真空蒸发镀膜过程中,它作为蒸发源被加热升华,沉积在基板表面形成功能薄膜,广泛应用于晶圆互联、MEMS器件、功率传感器及先进封装等场景。 其核心价值在于“高纯”与“精准”:纯度越高,薄膜杂质含量越低,电学性能和抗腐蚀能力越强;尺寸均匀(如标准直径1mm,公差±0.02mm)则能保证蒸发速率稳定,减少膜层缺陷。
PART 02 核心制备工艺:金属丝拉拔法的原理与优势 金属丝拉拔法是通过外力将金属线坯或盘条从拉丝模的模孔中拉出,利用金属的塑性变形实现断面缩小、长度增加,最终获得目标尺寸丝材的塑性加工技术。这一工艺历史悠久,从古代手工拉丝到现代自动化生产,已发展为成熟可靠的丝材制备方案。 核心原理 拉拔过程中,金属材料处于“两向压缩、一向拉伸”的应力状态,在拉力作用下通过模孔时,内部晶粒重新排列,既实现尺寸细化,又能提升材料强度与致密度。关键满足两个条件:拉拔应力需大于金属变形抗力,同时小于丝材出模后的屈服极限,安全系数通常控制在1.4~2.0之间,避免断丝或变形不足。 工艺优势 1. 尺寸精度高、表面光洁:成品丝材粗糙度低,直径公差可精准控制,适配精密镀膜需求; 2. 设备简单、适配性广:一套设备可加工多种金属及合金,从常规铝丝到难熔钨丝均适用; 3. 连续高效生产:多道次拉拔可实现高速连续加工,尤其适合长尺丝材批量生产; 4. 保持材料纯度:加工过程无额外杂质引入,能最大程度保留原料的高纯特性。 典型制备流程(以铝蒸发丝为例) 1. 原料预处理:选用5N级高纯铝锭,经真空连铸制成直径8mm的铝棒,真空度控制在1×10⁻³Pa以下,避免氧化污染; 2. 退火处理:将铝棒置于500~600℃真空退火炉中保温1小时,消除铸造应力,提升塑性; 3. 轧尖处理:将铝棒一端轧细,便于穿入拉丝模孔; 4. 多道次拉拔:通过拉丝机进行2~10次拉拔,单道次变形量控制在20%~30%,总变形量不超过98%,逐步缩减至目标直径; 5. 后处理:切断为3~6mm的颗粒,经氢氟酸清洗、去离子水冲洗及超声干燥,最终得到高洁净蒸镀丝材。 PART 03 金属丝拉拔法的核心分类 根据加工条件、过程及形态的不同,拉拔法可分为多个类别,适配不同金属特性与产品需求: 1. 按加工温度分类(最常用) • 冷拔:在再结晶温度以下加工,应用最广泛,适用于铝、铜等塑性较好的金属,无需加热,效率高且能提升丝材强度; • 热拔:在再结晶温度以上加工,需预先加热金属坯料,主要用于钨、钼等高熔点金属,降低变形抗力避免断丝; • 温拔:介于室温与再结晶温度之间,针对锌丝、高速钢丝等难变形合金,平衡加工难度与产品性能。 2. 按拉拔道次分类 • 单道次拉拔:金属丝仅通过一个模子,线速低、效率低,适合大丝径、低塑性或异形丝加工; • 多道次拉拔:连续通过2~25个模子,机械化程度高、产能大,是批量生产的主流方式,又分为滑动式与非滑动式两种。 3. 其他常见分类 • 按润滑剂状态:湿拔(用液态润滑剂,冷却润滑效果好)、干拔(用固态润滑剂,操作简便); • 按断面形状:圆形丝拉拔(常规产品)、异形丝拉拔(特殊镀膜需求); • 按拉力类型:正拉力拉拔(常规方式)、反拉力拉拔(精准控制变形)及特种拉拔(如辊模拉拔)。 PART 04 关键工艺控制要点


拉拔过程的参数优化直接决定丝材质量: • 变形量控制:单道次变形量需匹配材料特性,中高碳钢不超过25%,低碳钢不超过30%,过大易导致温度骤升、断丝; • 模具与润滑:模角通常取6~9°,搭配合适润滑剂减少摩擦,避免丝材表面划伤; • 温度监控:通过传感器实时监测出模温度,根据温度变化调整压缩率,保障加工稳定性。 从半导体芯片的微米级互联到光学器件的高反射薄膜,高纯金属蒸镀丝材的品质始终是高端制造的“隐形基石”。金属丝拉拔法以其精准、高效的特性,持续为各行业提供核心耗材支撑,而不同分类的拉拔技术则灵活适配了多样化的材料与场景需求。随着镀膜技术向更精密、更高效发展,拉拔工艺也将在参数优化、智能控制等方面持续升级,助力高端制造业迈向新高度。
-
高纯金属蒸镀丝材:核心制备工艺之金属丝拉拔法全解析
2026-02-25
-
金基合金:不止于璀璨,藏在科技里的“贵
2026-02-25

-
电子陶瓷:藏在科技里的“隐形基石&rd
2026-02-25
-
一秒“变身”的神奇材料:相
2026-02-10
-
热电材料:让“废热”变&l
2026-02-10



